|

| Главная | Фотоальбом | Испытания | Партнеры | Контакты |
|
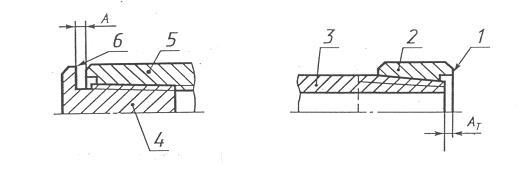
Справка Испытания проведены на основании протокола от 21.05.2003 г. производственно-технического совещания «По организации сервисного обслуживания комплексов по диагностике, реставрации и отбраковке НКТ» и в соответствии с «Программой испытаний резьбовых элементов гладких насосно-компрессорных труб ø73 мм, изготовленных по технологии ЗАО «НТС-Лидер» и муфт НКТ с термодиффузионным цинковым покрытием по технологиям ЗАО «Компания Темерсо» и НГДУ «Лениногорскнефть», утверждённой 17.06.2002 г. Цель испытаний – определение износостойкости и герметичности резьбовых соединений при повторных свинчиваниях в ходе спуско-подъёмных операций (СПО). Испытания были проведены на скв. № 19499д ЦДНГ-1 НГДУ «Альметьевнефть». Спуско-подъёмные операции проводились бригадой Афлятунова М. Г. ЦКПРС НГДУ «Альметьевнефть» при помощи агрегата АПРС-40. Свинчивание НКТ выполнялось гидравлическим ключом КПТГ производства ОАО «Ижнефтемаш», позволяющим контролировать величину крутящего момента. Испытания проведены на комплектах НКТ по 10 труб в каждом, изготовленных: 1. Из трубных заготовок Синарского трубного завода с резьбой на ниппельной части, нарезанной в сервисном центре ПРЦГНО НГДУ «Альметьевнефть», без УЗО и металлизации, в комплекте с муфтами производства ФГУП «Невьянский механический завод» (НМЗ); 2. По технологии «НТС-200» из трубных заготовок Синарского трубного завода с резьбой на ниппельной части, обработанной УЗО и металлизированной детонационным напылением медьсодержащего порошка в сервисном центре ПРЦГНО НГДУ «Альметьевнефть», в комплекте с муфтами НМЗ, обработанными УЗО; 3. По технологии «НТС-200» из бывших в употреблении труб с резьбой на ниппельной части, обработанной УЗО и металлизированной детонационным напылением медьсодержащего порошка в сервисном центре ПРЦГНО НГДУ «Альметьевнефть», в комплекте с муфтами НМЗ, обработанными УЗО; 4. Из трубных заготовок Синарского трубного завода с резьбой на ниппельной части, нарезанной в сервисном центре «НТС-200» ПРЦГНО НГДУ «Альметьевнефть», в комплекте с муфтами НМЗ с термодиффузионным цинковым покрытием по технологии ЗАО «Компания Темерсо»; 5. Из трубных заготовок Синарского трубного завода с резьбой на ниппельной части, нарезанной в сервисном центре «НТС-200» ПРЦГНО НГДУ «Альметьевнефть» в комплекте с муфтами НМЗ с термодиффузионным цинковым покрытием по технологии, применяемой в НГДУ «Лениногорскнефть»; 6. Из трубных заготовок Синарского трубного завода с накатанной резьбой на ниппельной части по технологии ООО «ПКТБ-арматурастрой» (г. Пенза) в комплекте с муфтами НМЗ без УЗО. Испытания комплектов НКТ проводились следующим образом. В скважину был спущен хвостовик длиной 900 м из НКТ диаметром 73 мм. Затем была установлена заглушка на муфте последней НКТ хвостовика. Далее производились спуско-подъёмные операции (СПО) 10 испытуемых НКТ с применением графитовой смазки. Трубы заворачивались с максимально допустимым по РД 39-136-95 крутящим моментом 1500 Н·м. При каждом соединении (завороте) труб визуально контролировалось оставшееся количество витков резьбы ниппеля над муфтой. Если при свинчивании наблюдалось более 2-х витков над муфтой или резьба ниппеля полностью скрывалась в муфте, то резьбовые элементы этих двух труб после подъёма колонны подвергались контролю резьбовыми калибрами на соответствие требованиям ГОСТ 633-80. Испытуемые трубы были укомплектованы предохранительными пластмассовыми муфтами, которые снимались с ниппеля непосредственно перед заворотом при спуске и надевались после отворота при подъёме. После первого спуска и через каждые 5 СПО производились гидравлические испытания (ГИ) НКТ давлением 15 МПа с выдержкой 15 минут. Замер натягов резьб труб и муфт производился при помощи резьбовых калибра-кольца, калибра-пробки и штангенциркуля. Перед каждым измерением резьбы НКТ тщательно очищались от смазки и механических частиц. При несоответствии величины натяга (А и Ат) требованиям ГОСТ 633-80 (0…5,0 мм – по ниппелю; 2,5…7,5 мм – по муфте) НКТ отбраковывались. Схема измерения приведена на рис.1
Рис.1 Схема измерения натяга резьб калибрами
СПО проводились до тех пор, пока оставались годными более 2-х НКТ. Статистические результаты проведённых испытаний приведены в таблицах 1, 2, 3, 4. Комментарии к результатам испытаний комплекта НКТ, изготовленного из трубных заготовок с неупрочнённой резьбой на ниппеле в комплекте с муфтами НМЗ: 1. После 5-й СПО из-за перекоса при свинчивании вышли из строя резьбы на муфте 3-й трубы и ниппеля на 4-й. Поэтому в расчёт по износостойкости эти НКТ не брались. 2. Первая труба была отбракована после 7-й СПО, а последняя после 17-й. 3. Средняя «ходимость» одной НКТ составила 14,9 СПО. 4. Все 8 труб вышли из строя по резьбе муфты. 5. Отмечено значительное отклонение от допустимого натяга на ниппеле 1-й трубы, которая была ввёрнута с лентой «ФУМ» в муфту трубы с заглушкой и вывернута только после окончания испытаний (Ат=-5,1мм). 6. Трубы успешно выдержали 4 ГИ. Падение давления не превысило 3-х атмосфер в течение 15 мин. Комментарии к результатам испытаний комплекта НКТ, изготовленного из трубных заготовок по технологии НТС-200: 1. После 8-й СПО вышли из строя сразу 4 трубы. У всех оказалась просажена резьба по ниппелю. 2. После 9-й СПО отбраковали ещё две НКТ по той же причине. 3. Износ резьбы ниппеля у отбракованных труб не отмечен. На профиле резьбы видимых повреждений не обнаружено. 4. Отмечено значительное отклонение от допустимого натяга на ниппеле 1-й трубы, которая была ввёрнута с лентой «ФУМ» в муфту трубы с заглушкой и вывернута только после окончания испытаний (Ат=-2,0мм). 5. Трубы успешно выдержали 2 ГИ. Падение давления не превысило 2-х атмосфер в течение 15 мин. 6. По просьбе ЗАО «НТС-Лидер», испытания с эти комплектом труб были прерваны до выяснения причин «преждевременного» выхода из строя труб. От двух труб из первого комплекта и двух труб из второго были отрезаны образцы, половину из которых увезли с собой на экспертизу специалисты ЗАО «НТС-Лидер». Другую половину образцов передали для исследования в АЦБПО РНО. Результаты анализа материала труб, выполненного в АЦБПО как по химическому составу, так и по механическим свойствам, не выявили отклонений от требований нормативной документации. Комментарии к результатам испытаний комплекта б/у НКТ, отремонтированного по технологии НТС-200: 1. Испытания с этим комплектом НКТ были проведены по просьбе НГДУ «Альметьевнефть» с целью подтвердить случайность или достоверность результатов предыдущих экспериментов с комплектом трубы, изготовленным по технологии «НТС-200» из трубных заготовок. 2. Первую трубу отбраковали после 3-й СПО, а последнюю после 14-й. На всех НКТ вышла из строя резьба ниппеля. 3. Отмечено значительное отклонение от допустимого натяга на ниппеле 1-й трубы, которая была ввёрнута с лентой «ФУМ» в муфту трубы с заглушкой и вывернута только после окончания испытаний (Ат=-3,0мм). 4. В среднем одна НКТ выдержала 8,7 СПО. 5. Трубы успешно выдержали 3 ГИ. Падение давления не превысило 4-х атмосфер в течение 15 мин. Комментарии к результатам испытаний комплекта НКТ, изготовленного из трубных заготовок с неупрочнённой резьбой на ниппеле в комплекте с оцинкованными муфтами ЗАО «Компания Темерсо»: 1. Первая труба была отбракована после 10-й СПО по муфте (А=7,8 мм). 2. Ещё одна НКТ была отбракована по муфте после 19-й СПО, другие 5 труб – по ниппелю. 3. После 37-й СПО было решено прекратить испытания. На этот момент годными оставались 3 трубы. 4. В среднем одна НКТ выдержала 27,4 СПО. 5. Падение давления при гидроиспытании после 1-й СПО составило 10 атм за 15 мин. С каждым последующим ГИ этот показатель улучшался. После 20-й СПО падение давления не превысило 1 атм. Комментарии к результатам испытаний комплекта НКТ, изготовленного из трубных заготовок с неупрочнённой резьбой на ниппеле в комплекте с оцинкованными муфтами НГДУ «Лениногорскнефть»: 1. Первая труба была отбракована после 5-й, а последняя после 14-й СПО. 2. Все трубы вышли из строя по ниппелю. 3. Отмечено значительное отклонение от допустимого натяга на ниппеле 1-й трубы, которая была ввёрнута с лентой «ФУМ» в муфту трубы с заглушкой и вывернута только после окончания испытаний (Ат=-2,2мм). 4. В среднем одна НКТ выдержала 8,6 СПО. 5. Трубы успешно выдержали 3 ГИ. Падение давления не превысило 2-х атмосфер в течение 15 мин. В испытаниях также должны были участвовать трубы, изготовленные из трубных заготовок с накатанной резьбой на ниппельной части по технологии ООО «ПКТБ-арматурастрой» (г. Пенза) в комплекте с муфтами НМЗ без УЗО. Однако этот комплект НКТ дважды не выдержал гидроиспытание (давление падало до 0) из-за чего был снят с дальнейших испытаний. Таблица 1Количество отбракованных НКТ при СПО
* - трубы были отбракованы в результате перекоса, допущенного бурильщиками при свинчивании
Таблица 2Результаты гидроиспытаний НКТ
Примечание: Трубы с накатанной резьбой на ниппеле не выдержали опрессовку и были сняты с испытаний. Таблица 3Последовательность и причина отбраковки НКТ
Примечание: Значения измерений натягов резьб по калибру приведены в миллиметрах.
Таблица 4Результаты по износостойкости резьбовых элементов НКТ
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Главная | Фотоальбом | Испытания | Партнеры | Контакты | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| SU74.RU | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||